



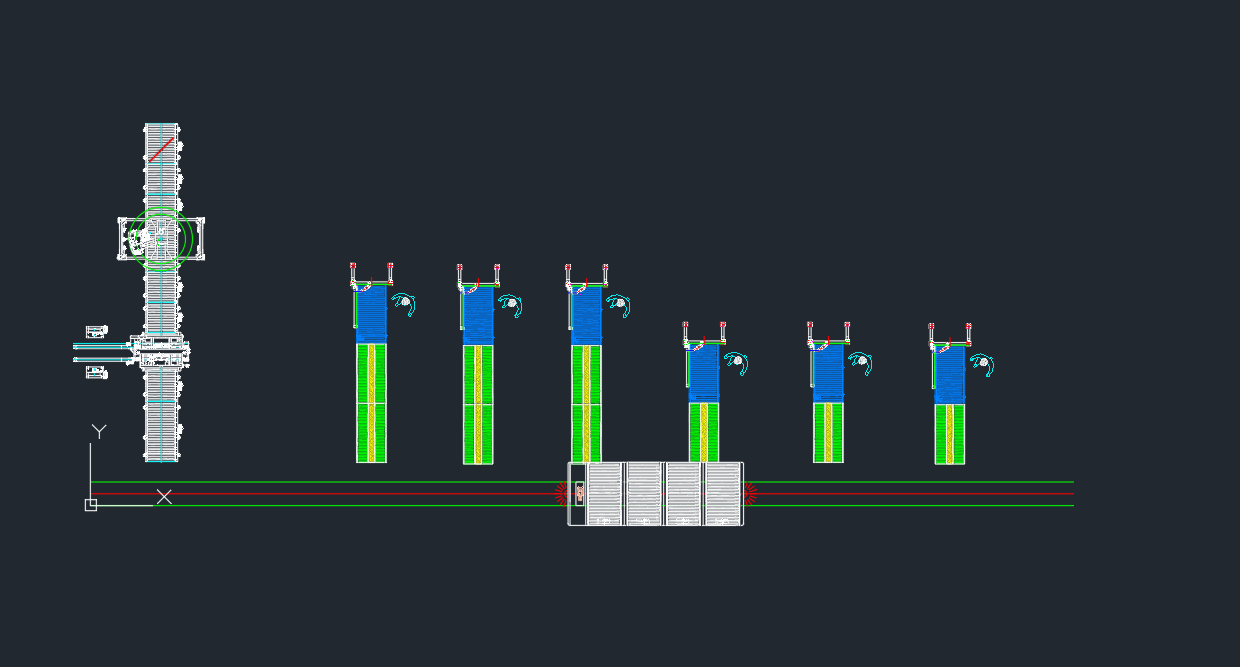
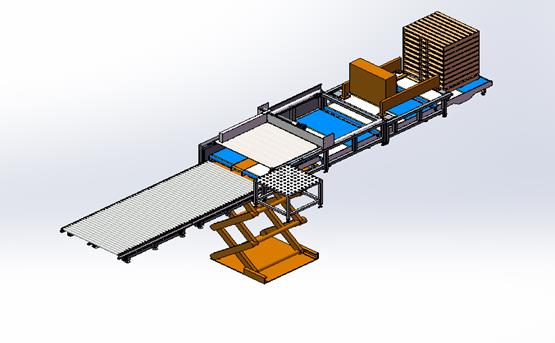
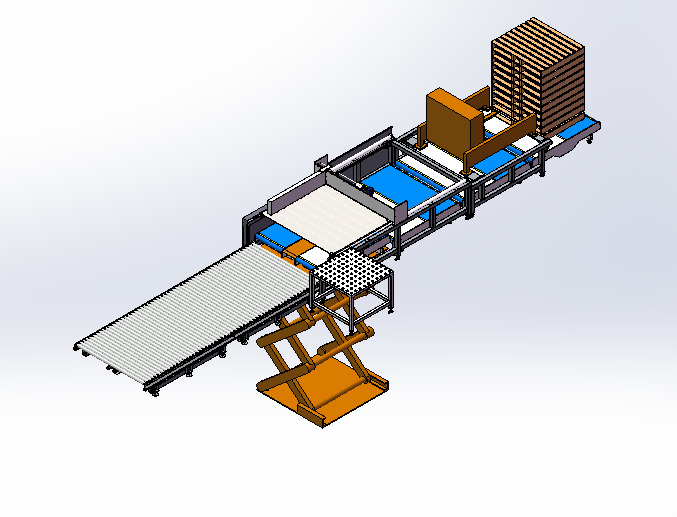
半自动码垛机
技术参数
| No | 姓名 | 描述 |
| 1 | 升降平台 | 液压固定剪叉式升降平台,上升速度3-5m/min,下降速度可调 |
| 2 | 平台 | 伸缩不锈钢面板 |
| 3 | 手动精加工台 | 以万向轮表的形式 |
| 4 | 托盘输送系统 | 托盘叉车行走和升降采用链式机构,托盘行走由模块化皮带输送机输送 |
| 5 | 模块化皮带链轮 | PP材质整体加工 |
| 6 | 输送带 | 进口POM材质模组网带,网带厚度:12mm |
| 7 | 设备材料 | 10t钢板激光加工 |
| 8 | 网带速度 | Max30m/min(变频调速) |
| 9 | 电动滚筒 | 63.5*3光亮辊,表面镀锌,传动方式为链条传动聚氨酯摩擦轮传动 |
| 10 | 电机功率 | 输送电机1.5KW,台湾万鑫品牌 |
| 11 | 可编程逻辑控制器 | 西门子品牌 |
| 12 | 逆变器 | 西门子品牌 |
| 13 | 低压电器 | 施耐德品牌 |
| 14 | 传感器 | 欧姆龙品牌 |
| 15 | 外貌 | 表面静电喷涂 |
功能
现代纸箱生产线的高效下游加工系统
♦ 加载前线
工艺指令
1. 将一整组托盘放在最右边的模块皮带机上,叉车从低到高将整个托盘的第二个托盘抬起,将托盘抬起,将托盘留在模块皮带机上并向前输送到电梯位置,叉车下降,剩余的托盘放置在传送带上,叉车复位。
2. 将另一个托盘运送到电梯前面的模块化皮带输送机上,作为备用。托盘堆好后向前输送,后托盘自动输送。最右边的模块带式输送机具有检测功能。等待下一个托盘放好后继续工作。
3、人工捡起包装好的纸板并整理到人工分拣平台上,将纸板放在升降平台上堆放。一层纸板堆好后,手动踩脚踏开关,面板拉回,电梯自动下降堆纸板高度,再踩脚踏开关,平台伸出,下一层进行堆叠。堆码高度可预先设定。当堆垛高度达到规定高度时,电梯自动上升到水平位置,堆垛纸板电动向前滚动。也可根据堆垛高度手动输送。
在这里写下您的信息并发送给我们


